

- 首頁
- 壓鑄生產流程
鋁合金壓鑄製程
下面我們解釋鋁合金壓鑄的製造過程,協助您了解壓鑄的原理。
1.初始準備

在開始壓鑄過程之前,第一步是將鑄造模具裝載在壓鑄機上。鑄造機器的大小取決於鑄件的重量和壓鑄的表面積。這個過程包括依據注射參數更換合適的柱塞和柱塞套筒,並為合適的重量更換澆斗。模具設置好後,用柔和的氣炬火焰加熱模具。模具充分加熱後,在澆口區域和模腔較深入部分跟較薄的地方周圍塗上固體潤滑劑,保護模具在熔化的金屬液射出過程中不受高壓/高溫的影響。
2.注射

這個階段使用中央熔化爐熔化鋁錠,並讓熔化的鋁液保持在720度的熔融狀態。然後用人力操作的堆高機把盛裝熔融鋁液的碗狀容器,從熔爐轉送到壓鑄機旁的保溫爐。這裡利用人力操作,以確保作業過程安全。
接著壓鑄機澆斗從保溫爐中舀出鋁液倒入柱塞套筒中,然後使用液壓系統將鋁液注入模腔。這個過程只需要 0.1 秒就可以使鋁或鋁合金從液態變為固態。
3.冷卻

根據鑄件的性質,鋁液在模腔中冷卻 5 - 15 秒。讓鑄件在模具中有正確的時程冷卻和固化很重要。過早打開模具會導致鑄件爆炸、延遲打開模具則會導致鑄件變形。鋁壓鑄件通常有不同厚薄程度的模具壁,這使得鑄件的冷卻時間對品質的影響更加重要。
4.落砂
鑄件凝固後利用推桿將壓鑄件從模具中推出。然後提取機夾取澆口部分,把鑄件從壓鑄機上取出、送到輸送帶上讓鑄件慢慢冷卻。冷卻後的鑄件如果有澆口和溢流的殘渣,由操作員移除,並進行尺寸測量和目視檢查。
模具設計

模具製造(俗稱開模)

模具尺寸量測
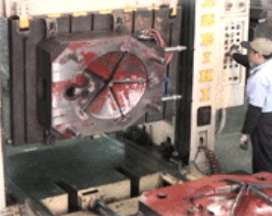
模具合模面的平整檢查維護
確認模具完工

熔融鋁錠

鋁湯保溫

進行冷室壓鑄

鋁合金鑄件研磨處理

鋁合金鑄件懸掛式噴砂處理

鋁合金鑄件烤漆處理

鋁合金鑄件CNC車削處理

鋁合金鑄件尺寸量測

鑄件包裝及送交顧客
模具設計、尺寸檢測、模具表面定位
模具設計是模具成功開發過程中的關鍵部分。
我們以滿足設計規範和客戶期望為前題設計壓鑄模具,例如我們根據顧客壓鑄件的要求設計澆口、助流器等的位置進行模具設計。
熔融鋁錠跟保存鋁液
鋁在 590 度C下熔化,但是必須熔化到 720 度才能讓所有化學成分整合。
每台壓鑄機都有專屬保溫爐,讓鋁液在進行注射壓鑄之前可保持在液態可加工作業狀態。
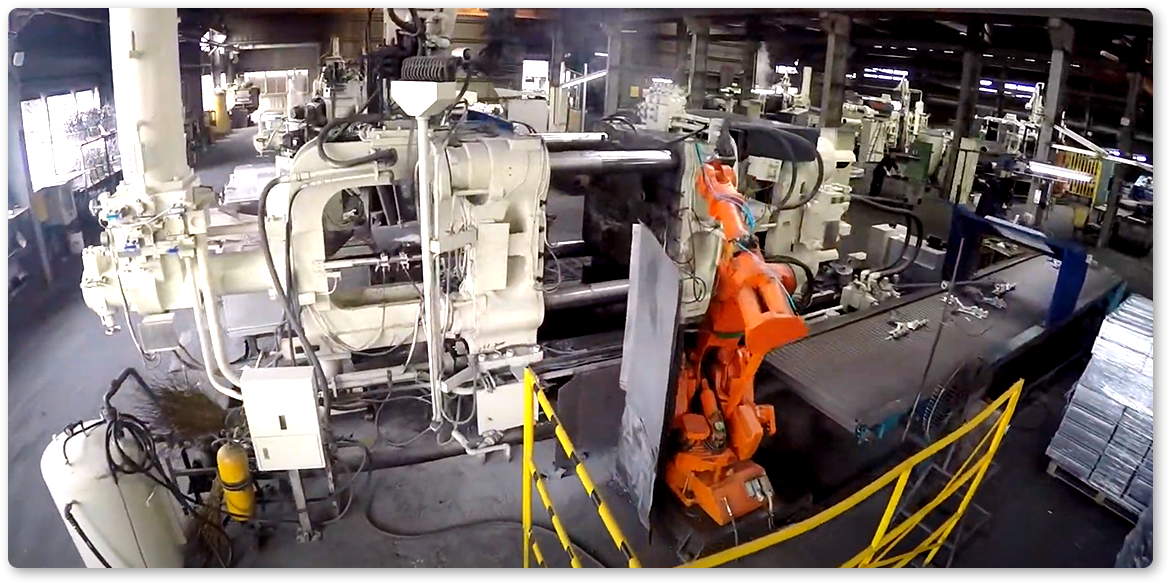
壓鑄過程
在此步驟中,鋁液被注入模具,並待在模具中以保持結構完整性。
脫模取件
接下來是凝固的壓鑄件脫模。
利用推桿將壓鑄件從模具中推出後,利用夾具把壓鑄件轉送到輸送帶。
檢查
壓鑄件取出後,作業員檢查是否有任何缺陷(變形、流痕、焊接、拖痕、斷針、縮痕、裂紋、氣孔等),並根據需要調整參數。